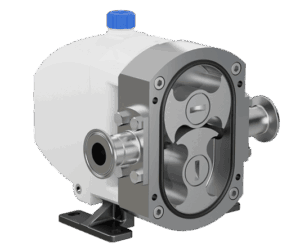
Advantages of Packo Lobe Pumps
These positive displacement pumps are perfectly suited for pumping high-viscosity hygienic products. As the viscosity of the product increases, the pump's efficiency also increases.
Lobe pump technology offers the greatest flexibility in the shape of the rotor, depending on the product to be transported. Single, double, triple, multiple, circumferential piston, or helical lobe options are available.
- Single and double lobes are used in applications requiring a larger free passage opening.
- Triple and multiple lobes are preferred in sensitive applications requiring dosing.
- Helical lobe provides vibration-free operation, low NPSHr, and flexibility to operate with high/low viscosity at different speeds.
In addition to standard stainless steel (316L) versions, models with rubber rotors suitable for the wine industry are also available. There are also alloys that allow metal contact between the rotor and pump housing without causing damage (non-galling rotors).
Thanks to the custom-built configuration principle, Packo lobe and circumferential piston pumps can be fully customized to customer requirements. Multiple connection options, seal configurations, and various elastomers can be applied.
Fast delivery is possible with the priority order option; the delivery time can be shortened despite the custom configuration.
Why Buy Rotary Lobe Pumps from Arpon?
✔ We specialize in hygienic lobe pumps and large lobe pumps.
✔ We have some lobe pumps in stock, allowing delivery of bare shaft pumps in 2-3 days and new pump sets in less than 4 weeks.
✔ We have hygienic pump components and kits in stock for on-site support, and these are typically available within 2-3 days.
✔ We offer three types of rotary lobe pumps:
- Rubber-coated lobe pumps (for industrial applications)
- Hygienic rotary lobe pumps (for low-to-medium viscosity applications)
- External circumferential piston pumps (for more sensitive and hygienic requirements)
The Packo external circumferential piston pump is developed from the traditional lobe pump design. The long sealing path reduces leakage and ensures gentle handling of particles. It is suitable for working with low and high viscosity liquids, even with abrasive contents.
Maintenance of Rotary Lobe Pumps
Rotary lobe pumps typically have both bearings and gear motors, and bearings and gears should be lubricated regularly.
Many rotary lobe pumps also use mechanical seals, which should be checked regularly. In particular, it is important to inspect whether the bearing oil on the outside of the mechanical seal is in a position where it could leak into the liquid.
Over time, if there is a decrease in flow rate or pressure, the internal components may be worn. The solution to this problem is to replace the lobes/vanes with larger spare parts and maintain the original tolerances by reducing the inner wall thickness.
Maintenance requirements may vary by brand and model. Always follow the manufacturer's instructions and recommended maintenance intervals.
Things to Consider When Choosing a Rotary Lobe Pump
- Fluid Compatibility: Check if the pump is chemically compatible with the fluid to be transported.
- Flow Rate and Pressure Requirements: Determine the flow rate and pressure you need.
- Fluid Viscosity: Verify that the pump is suitable for the viscosity of the fluid to be transported.
- Solid Particle Handling Capability: Choose a model with a suitable rotor design for fluids containing solid particles.
- Hygiene and Cleaning: Evaluate whether it meets hygiene standards in sectors such as food, pharmaceuticals, or cosmetics.
- Material Compatibility: Ensure that the pump materials do not react with the fluid and will not deteriorate over time.
- Temperature Range: Check if the pump supports the temperature range of the fluid to be transported.
- Ease of Maintenance and Service: Evaluate ease of maintenance and availability of spare parts.
For more information or technical support about Lobe Pumps, please contact us.