“The pioneer of hygienic design. High efficiency, complete reliability: Packo.”
Packo Pump Types
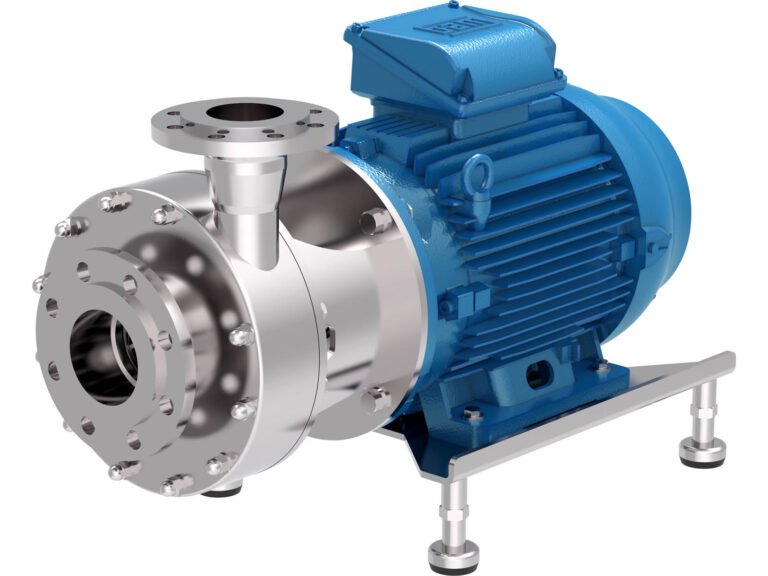
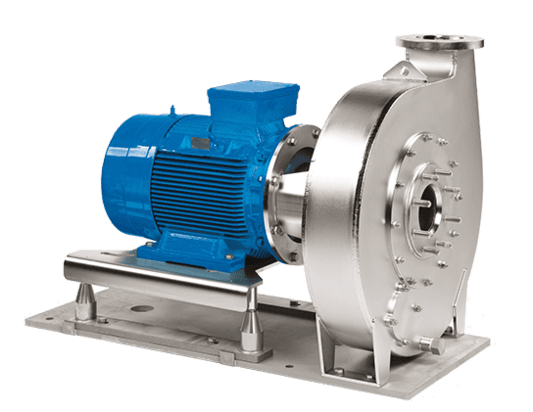
Hygienic Centrifugal Pumps
Verder's hygienic pumps are innovative products that offer solutions to the challenges in the hygiene market. The Packo centrifugal pump series can meet the high requirements of EHEDG and 3A certifications. These pumps offer superior performance in terms of hygienic cleanability, reliability, and ease of use.
All Packo centrifugal pumps are configured to order, offering a wide range of pump configurations. Standard pumps are widely used in demanding applications such as the dairy, food and beverage, cosmetics, and pharmaceutical industries. In addition, they provide excellent compatibility in industrial applications requiring high corrosion resistance, such as mining, chemical, and wastewater.
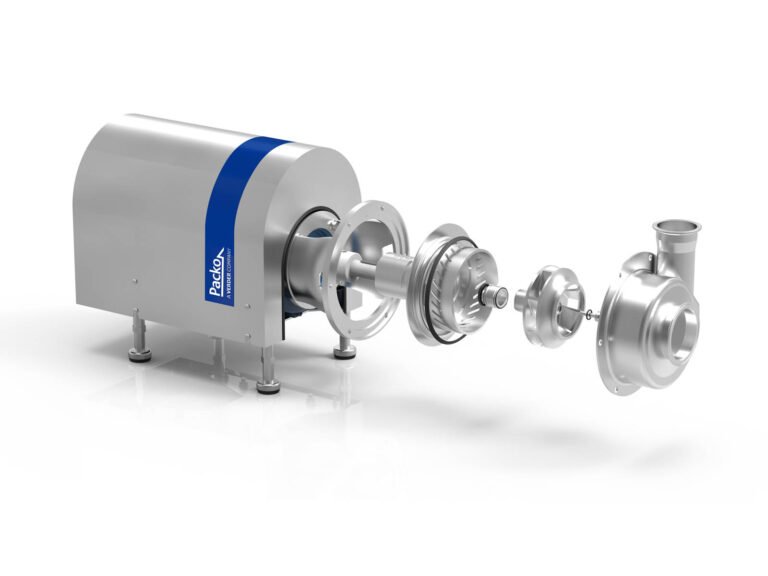
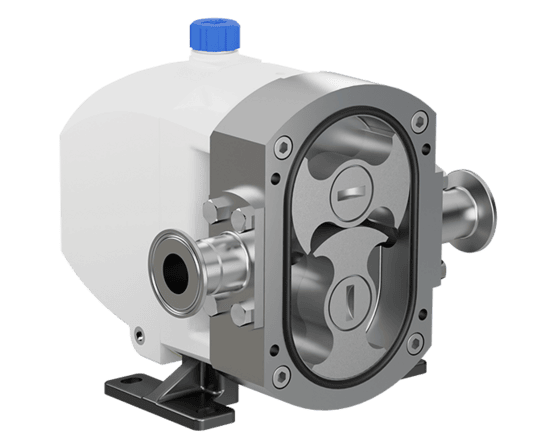
Packo Lobe Pumps
Packo's rotary lobe and circumferential piston pump series are high-end designs incorporating the latest technology. The pumps can be equipped with various features and rotors to adapt to almost all hygienic pumping tasks. They can be customized to your process needs to ensure optimum functionality and performance.
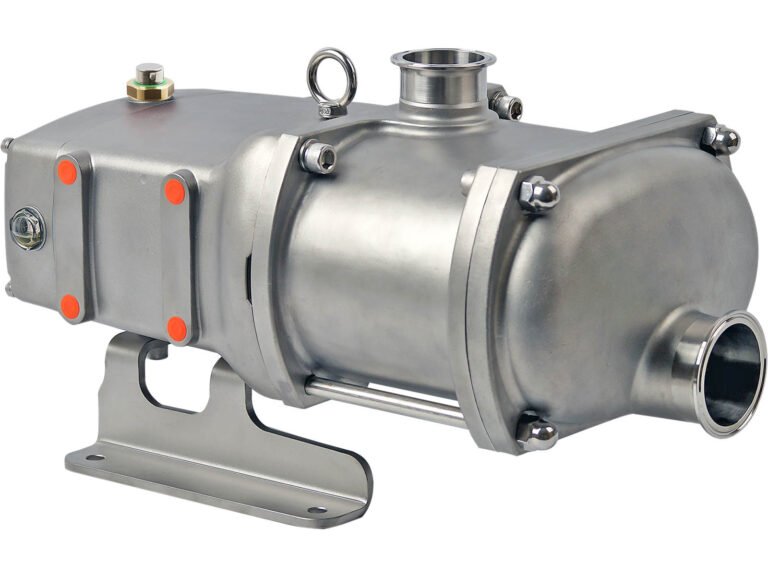
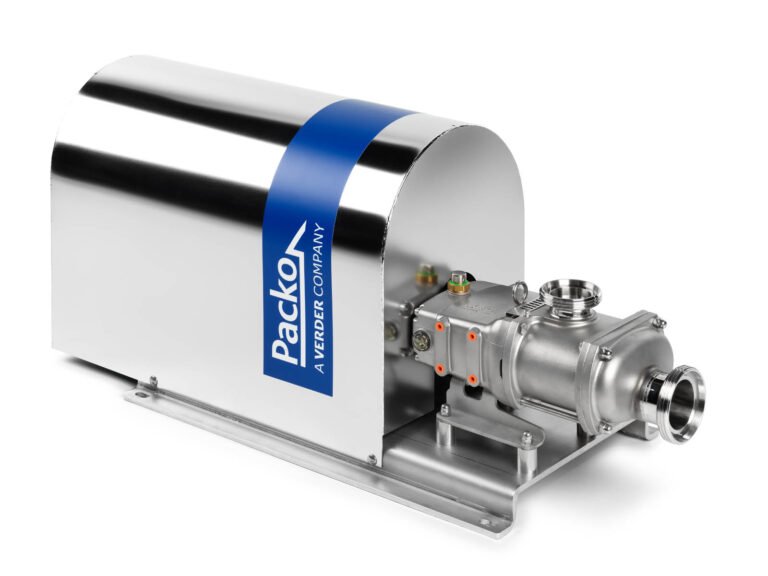
Packo Twin Screw Pumps
The Packo twin-screw pump series combines all the advantages of rotary lobe pumps and centrifugal pumps. This pump series, which offers these two functions together, is an excellent choice not only for pumping high-viscosity liquids but also for pumping low-viscosity liquids used for CIP cleaning. The pumps provide a pulsation-free flow that allows for gentle operation.
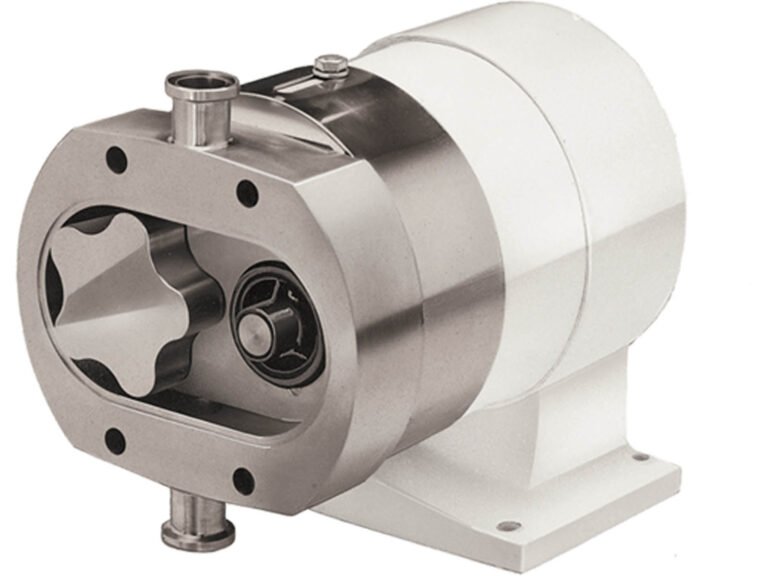
Jabsco
In May 2021, Verder acquired Jabsco lobe pumps from Xylem, expanding Verder Liquids' product range in the hygienic pump market. Jabsco is a well-known brand with an established and strong customer base in the market. The addition of the Jabsco lobe pump product line further strengthens Verder's position as a hygienic pump expert.
All Jabsco lobe pumps can now be purchased under the Packo brand by the Verder organization. All other Jabsco product lines and technologies remain within Xylem, serving various industrial sectors.