When inhaled, these solvents are very dangerous to the central nervous system and can cause memory loss. It is known that these substances can also lead to the development of cancer. One of the most commonly used acids in the industry is sulfuric acid. It is used in the production of artificial fertilizers and is found in automotive batteries where it acts as an electrolyte.
Sulfuric acid can cause severe burns upon contact with the skin; undoubtedly, it is extremely important to organize the production process safely in these processes, and leakage must be 100% prevented. The use of hydrochloric acid can damage the lungs, tooth enamel, and eyes, leading to long-term health complaints. Where acetone or hydrogen fluoride is used, it is crucial to take safety precautions.
Chemicals are usually delivered to the factory in containers, barrels, or IBCs. From here, chemicals are transported to the part of the production line where they are used, such as storage tanks or reactors. Chemicals are then mixed, diluted, or used as solids in mixtures. After this, it may be necessary to filter the residue. Additionally, the risk of leakage must be completely eliminated at this stage of the process.
Leak-Free Operation and Full Utilization of Fluid
The seal (sealing element) is a critical factor for the safe operation of the pump. In the world of industrial pumps, "A pump is only as good as its seal" is a well-known saying. The type of pump limits the choice of seal. This will be easily understood when comparing seal-less pumps with sealed pumps.
Soft-Sealed Pumps
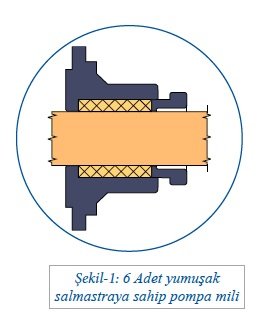
In most types of pumps, such as centrifugal pumps, gear pumps, and lobe pumps that use a sealing element over the shaft, a seal must be provided between the fluid to be pumped and the shaft. For this, a stuffing box and soft packing can be used (figure 1). However, the disadvantage of soft packing is that the rings heat up during operation, which is very dangerous in ATEX environments. These seals work well only when the fluid is used as a coolant and lubricant. A stuffing box requires a lot of maintenance and, at the same time, a lot of ultimate wear can occur as a result of wear. This defect occurs more frequently when pumping crystallizing liquids, which can leak into the ambient air.