ARPIT
Package Booster Stations
CONTINENTAL
Centrifugal, Turbo and Biogas Blowers
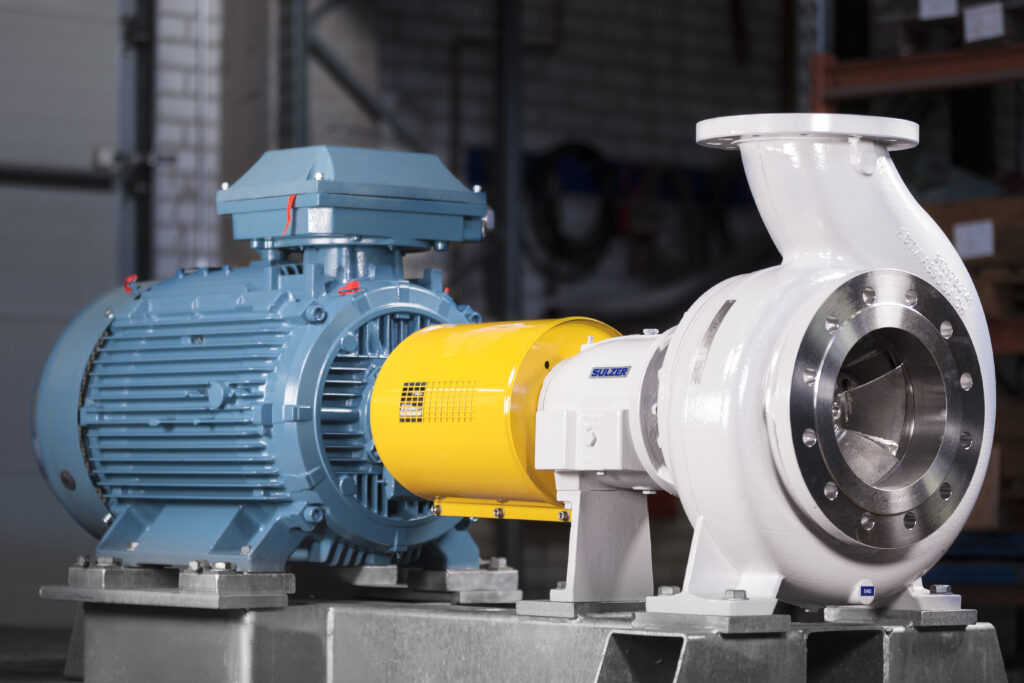
DESMI
Centrifugal Pumps
FOX
Pulsation Dampeners
FYBROC
Plastic (Fiberglass) Pumps
ITC
Dosing Pumps
JOHNSON CONTROLS
Chiller and Fire Systems
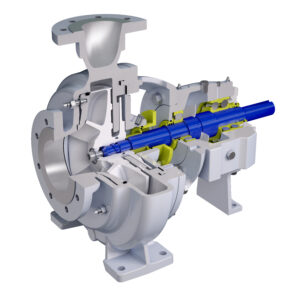
LOWARA
Centrifugal Pumps
LUTZ-JESCO
Plastic Pumps
MICRODOS
Peristaltic OEM Pumps
NEDERMAN
Dust and Fume Extraction Systems
OBL
Dosing Pumps
PACKO
Hygienic Centrifugal and Lobe Pumps
PRIMARY FLUID SYSTEM
Dosing Pump Accessories
ROTAN
Internal Gear Pumps
SEEPEX
Progressive Cavity Pumps
SSI
Diffuser Systems
VERDERAIR
Air Operated Diaphragm Pumps
VERDERFLEX
Peristaltic (Hose) Pumps
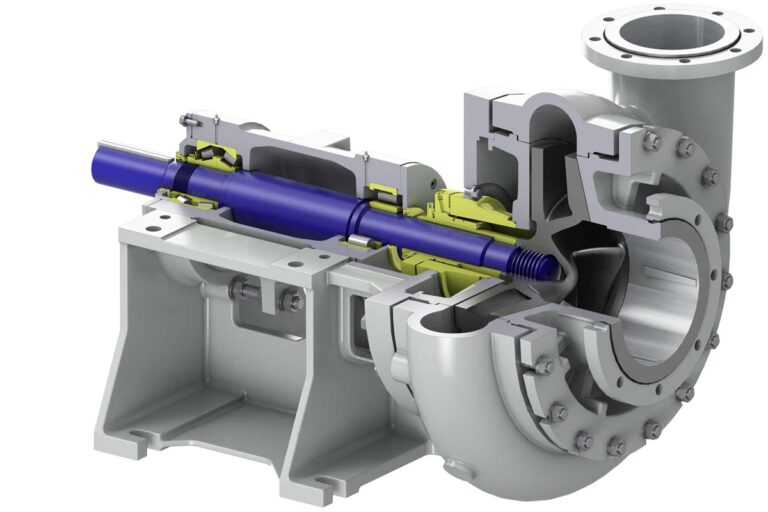
VERDERHUS
Screw Channel Centrifugal Pumps
VERDERMAG
Magnetic Drive Pumps
VERDERMIX
Static and Dynamic Mixers
WANNER-HYDRA-CELL
High Pressure Pumps
ZENIT
Wastewater Pumps and Mixers
SHOW ALL BRANDS
View all brands